引言
超声波探伤是检测钢轨内部质量的重要手段,今天将开始一个新的系列,包括钢轨厂内、钢轨基地焊接、道岔部件、线路超声波探伤相关内容并对比探伤方面存在的差异。今天我们先看一下钢轨生产厂内是如何进行超声波探伤的。在钢轨生产厂内,由于生产效率需求,使用安装在生产线上的自动超声波探伤󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹设备检测移动钢轨的内部质量,那这种检测方式需要满足哪些条件和要求呢?
01 钢厂探伤标准要求
【探伤覆盖要求】根据TB/T 2344.1-2020《钢轨 第1部分:43kg/m~75kg/m钢轨》标准要求:
1.应对每支钢轨进行超声波探伤;
2.横断面检测要求为:
(1)轨头部分不小于70%;
(2)轨腰部分不小于60%;
(3)轨底面大于阴影区,如图1所示。
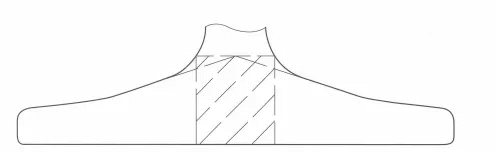
图1 钢轨轨底超声波探伤位置(阴影区位置)
【需检测出来最小缺陷的大小】要求检测出Φ2mm-6dB当量大小的内部缺陷。
02 检测设备
【探头要求】根据TB/T 2344.1-2020的要求,探头的频率为2.25MHz~5MHz。
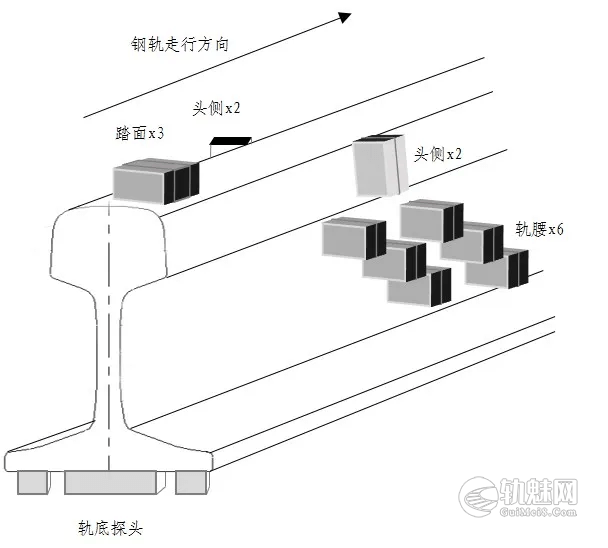
探头的布置应满足上述横断面覆盖面积要求。一般来说,探头数量与探头晶片面积有关,一般配置探头16个,分布示意如图2所示。各钢厂根据其使用的设备特点,也有配置10个或多于16个探头的情况。需要注意的是,由于探头在钢轨长度位置的不同,启动和结束时探头与钢轨耦合存在时间差,因此钢轨两端会有一段距离的检测不能满足标准覆盖要求,通常叫做轨端探伤盲区,该轨端探伤盲区应该在随后加工中切除。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
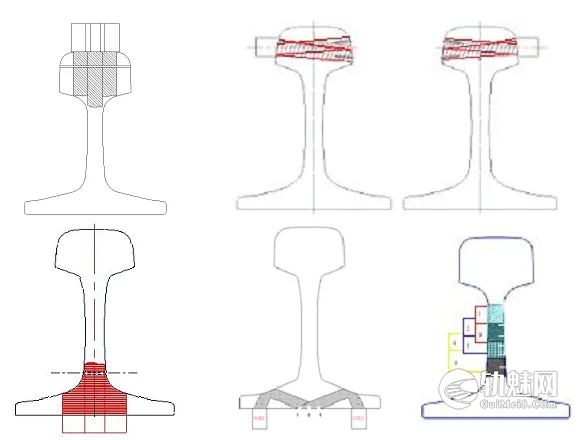
钢轨厂内探伤探头多采用纵波双晶直探头进行检测,如图3所示,在轨底两侧使用了横波探头,如图4所示,耦合介质均为水。近几年由于厂内探伤和用户探伤的差异,直探头无法有效检测垂直于钢轨长度方向的面缺陷,因此各家钢厂已陆续在轨头顶面上增加了横波斜探头。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
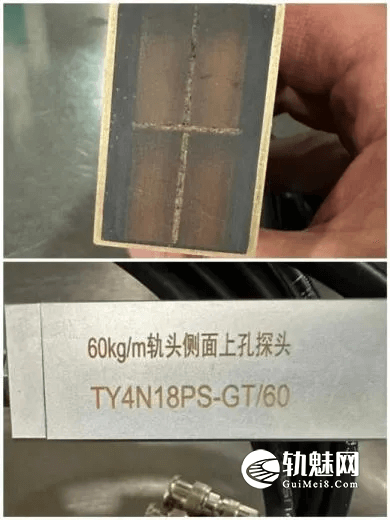
图3 钢轨双晶直探头
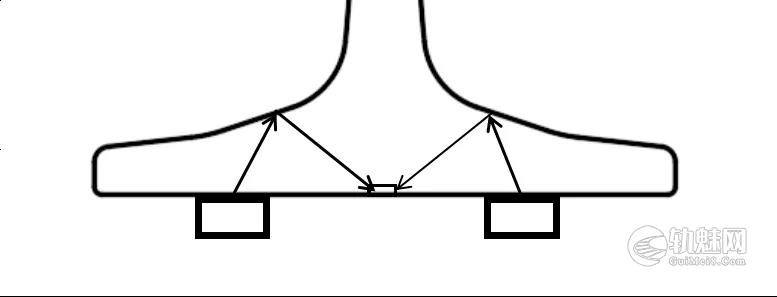
图4 钢轨轨底横波探伤
【设备情况】钢轨生产厂超声波检测设备采用大型固定式超声波检测设备,钢轨通过辊道运输进入超声波检测站,经过检测后进入后续工序进行加工,如图5所示。
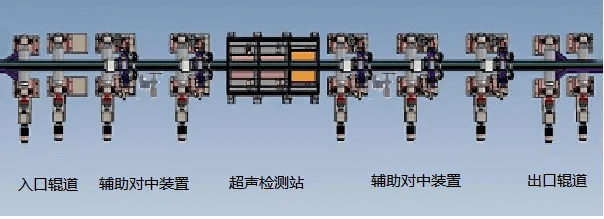
图5 钢厂超声波探伤设备布局
超声波探伤辅助设备主要是对中夹持装置,一般在超声检测站前后至少1套,见图6。该装置将钢轨稳定在超声波检测站中,减少钢轨运送过程中的水平晃动和垂直弹跳,起到稳定钢轨运行、减少耦合状态不佳出现误报的作用。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
03 检测过程
【试样动态标定】每次生产前必须使用经过标定的具有人工预制缺陷的钢轨试样(如图7所示)对设备进行动态标定。标定时每个探头应能够检测出相应的人工缺陷,在不调整的情况下连续进行三次及以上即可用于生产。连续生产过程中最多每8h需进行一次试样动态标定。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
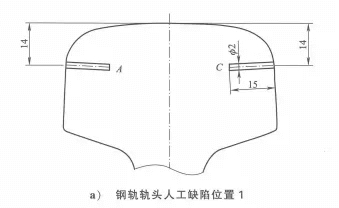
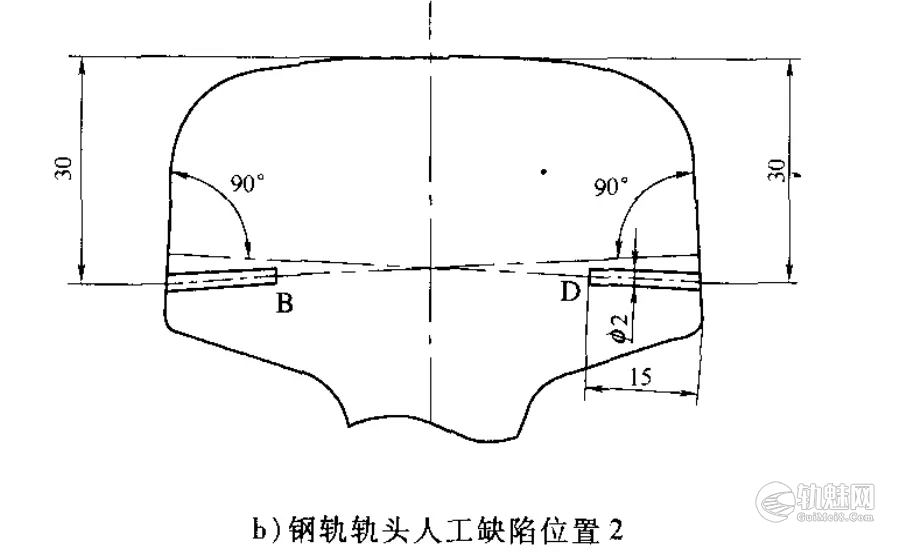
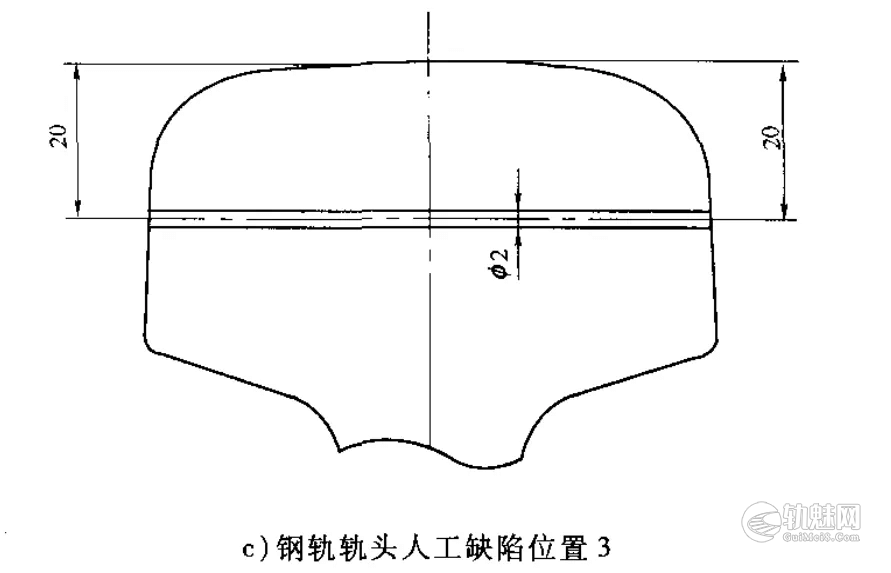
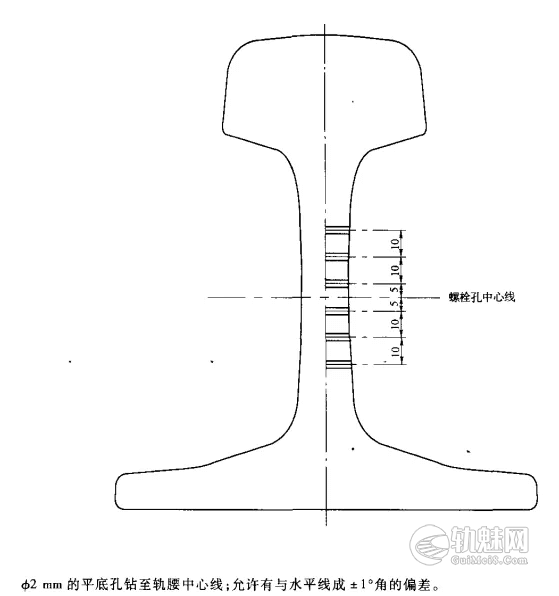
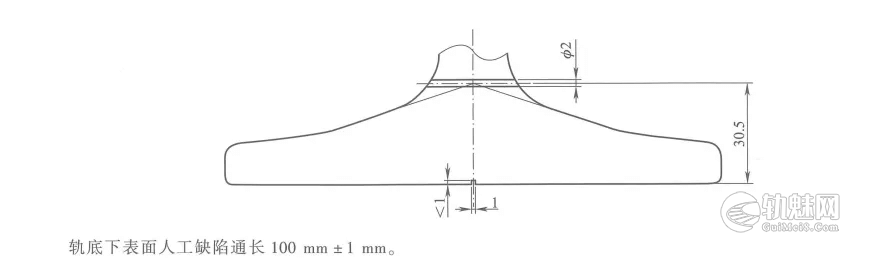
图7 60kg/m动态标定试样人工缺陷位置(单位mm,其他轨型可见YB/T 951)
【检测要求】正常检测钢轨时,钢轨检测速度、检测灵敏度等参数要与试样动态标定时保持一致。要密切关注耦合、机械结构随动是否正常,正常检测过程中,不允许调整超声波探伤灵敏度及其他设备状态。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
【发现问题时的处理】
1.出现误报时可将钢轨倒回重新探伤;
2.出现报警而排除误报时,相应钢轨应做上标记,并对报警处切除或整支判废,如图11所示;
3.当出现批量性钢轨超声波报警时,超声波探伤单炉伤轨率大于等于 25%时(钢轨按照50m及以上长度检测,多为100m长定尺钢轨,单炉伤轨率计算时折合为25m钢轨),整炉不接收为国铁用轨;󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.如果出现设备故障或由于人为原因调整参数,需重新进行试样动态标定,自上次动态标定后的钢轨要重新探伤。
图8 钢轨探伤报警
注:伤轨率的计算——1支百米钢轨可分为A、B、C、D四支25m钢轨,如果1炉有20支钢轨经过超声波探伤,有1支百米钢轨的B段有2处报警(算1支伤轨),C段有1处报警,则伤轨率为2/(4*20)=2.5%。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


