道岔作为轨道结构的薄弱环节,其技术状态直接影响列车运行安全与平稳。限位器是控制道岔尖轨与基本轨相对位移的核心部件,通过限制纵向位移保证道岔几何形位稳定性。然而在道岔锁定焊接施工过程中,由于焊接热输入、温度应力等因素影响,限位器常出现不居中现象,导致后期运营中出现道岔尖轨卡阻、转换力异常增大等问题,严重时甚至引发行车事故。本文基于铝热焊焊缝收缩值的计算,综合考虑材料特性、环境因素,系统分析道岔尖轨限位器偏移成因;结合施工现场试验,提出限位器调整方法。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 存在问题
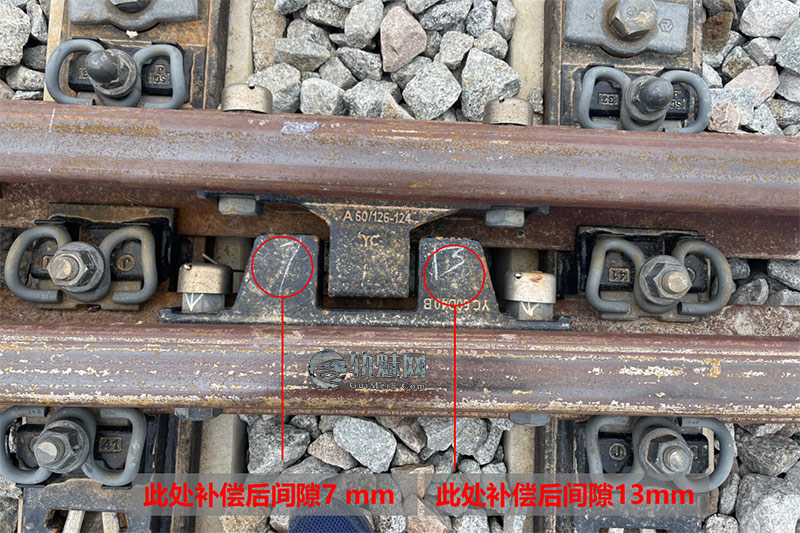
根据《普速铁路线路修理规则》(TG/GW102—2019)第4.2.4条规定,在锁定轨温范围内铺设时,限位器要求居中,焊连前测量,尖轨限位器两侧间隙值允许偏差±1.0mm,及《铁路轨道工程施工质量验收标准》(TB10413—2018)第11.4.5条规定,道岔与两端线路钢轨锁定焊联时,限位器子、母块应居中,并记录锁定轨温,在钢轨上标记位移观测“零点”位置。而在采用铝热焊进行道岔尖轨锁定焊接过程中,焊缝局部高温会导致金属热膨胀,冷却至环境温度后焊缝产生收缩变形。限位器区域最大收缩量达3mm,明显超出±1mm的允许偏差,焊缝收缩变形导致限位器顶死如图1所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

2 限位器偏移机理分析
2.1 铝热焊焊缝收缩
铝热焊焊缝的收缩是焊接过程中因金属熔化和冷却凝固产生的体积变化导致的。
(1)液态金属凝固收缩:铝热反应生成的液态钢从高温冷却至室温时发生相变收缩(4%~6%体积变化)[4]。
(2)固态冷却收缩:高温焊缝金属冷却至环境温度时的热胀冷缩(与材料热膨胀系数相关)。
铝热焊焊接前需预留轨缝间隙,通常预留28mm,偏差控制在-1~+2mm,以抵消收缩影响。
2.2 限位器偏移的影响因素
(1)钢轨材质:U75V钢轨收缩率略高于U71Mn钢轨。
(2)钢轨类型:不同钢轨的熔池长度(铝热反应生成的液态金属在钢轨接头处形成的熔融区域沿钢轨纵向的伸缩范围)不同,如75kg/m钢轨熔池长度90mm,50kg/m钢轨熔池长度70mm,熔池长度覆盖轨头并延伸至轨腰。钢轨尺寸见表1。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
表1 钢轨尺寸(单位:mm)
| 钢轨类型 | 43kg/m钢轨 | 50kg/m钢轨 | 60kg/m钢轨 | 75kg/m钢轨 |
| 钢轨高度H | 140 | 152 | 176 | 192 |
| 轨头宽度b | 70 | 70 | 73 | 75 |
| 轨底宽度B | 114 | 132 | 150 | 150 |
| 轨腰厚度t | 14.5 | 15.5 | 16.5 | 20 |
(3)铝热剂类型:不同焊剂的放热量和凝固速度不同。
(4)环境温度:低温环境下收缩更明显,需增大轨缝预留。
(5)冷却条件:自然冷却收缩均匀,强制冷却可能加剧内应力但收缩量变化不大。
(6)限位器子母块结构误差。
(7)固定螺栓预紧力不足(预紧力应大于等于1100N·m)。
(6)基础框架几何尺寸超差(基本轨、尖轨相错量小于10mm)。
3 焊缝收缩控制措施
3.1 焊缝收缩量的计算公式
焊缝收缩量的计算公式为
ΔL=ΔL凝固+ΔL热收缩
=β×L0+α×L0×(T固相线-T设计锁定轨温)
式中:
ΔL——为焊缝总纵向收缩量;
ΔL凝固——为熔融金属从液态冷却到液相线温度(开始凝固的温度)并完全凝固成固态时体积的收缩量;
ΔL热收缩——为凝固完成后由固相线温度(完全凝固为固态的温度)冷却到钢轨的设计锁定轨温时,固态金属因温度降低产生的线性收缩量;
β——为金属凝固线收缩率(U75V钢轨通常取0.018~0.02,U71Mn钢轨取0.0115~0.02);
L0——为焊缝熔池长度80mm[5];α为钢轨线膨胀系数,约11.8×10-6m/(m·℃);
T固相线——为钢轨的固相线温度;
T设计锁定轨温——为设计锁定轨温,取31℃。
3.2 焊缝补偿措施
(1)量取基本轨相错量,不超过相关规定要求。
(2)量取尖轨相错量,不超过相关规定要求。
(3)通过焊缝收缩量的计算公式计算焊缝补偿调整量:ΔL=0.02×80mm+0.0000118×80×(1450-31)mm=1.6mm+1.3mm=2.9mm(取3mm)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(4)补偿方向:向尖轨尖端侧预偏移,抵消焊缝冷却后对尖轨的拉力。
(5)量具选择。量具类型和误差见表2。
表2 量具类型和误差
| 量具类型 | 误差分析 |
| 尖点尺 | 游标精度0.1mm |
| 钢直尺 | 视觉误差0.5mm |
(6)操作要点。
①复核道岔基本轨、尖轨相错量误差在允许范围内。
②松开尖轨跟端35、36、37、38、39位枕螺栓,用小撬棍撬限位器,调整限位器,尖点尺同步量取限位器间隙值。
③根据限位器间隙进行偏移量调整,当间隙值达到补偿要求后,再复测轨缝使其符合焊接要求。
④恢复扣件并按设计要求复紧螺栓扭矩。
(7)补偿调整。通过计算,焊接前将道岔限位器向尖轨方向补偿3mm偏差量(图2)。补偿焊缝收缩导致的限位器不居中问题。
4 焊缝补偿后的铝热焊施工
按照上文计算结果,预留3mm焊缝收缩量后在道岔处进行铝热焊施工,焊接后在锁定轨温范围内检查道岔限位器是否居中。
4.1 相关要求
(1)无缝线路(包括无缝道岔)锁定轨温必须准确、均匀。两相邻单元轨节锁定轨温差不超过5℃;或左右股钢轨锁定轨温之差,允许速度160km/h以上线路不超3℃,允许速度160km/h以下线路不超5℃;或同一区间单元轨节最高、最低锁定轨温相差不超过10℃(长隧道除外);或无缝道岔左右股、直曲股钢轨实际锁定轨温差不超过3℃。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)焊接环境和轨温应符合标准要求。应避免大风和雨雪等不良天气,确需在不良天气进行焊轨作业时,应采取相应保障措施。气温低于5℃不宜进行铝热焊施工,无缝道岔岔区内部钢轨接头,宜在设计锁定轨温范围内进行自由焊接。无缝道岔与相邻无缝线路的焊联应在设计锁定轨温范围内进行。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(3)焊接作业人员应具有相应的资质。焊接环境、轨温和焊接工艺应符合要求。钢轨焊接后应在24h内对焊缝进行全断面探伤。焊接作业应记录焊缝位置、作业轨温、无缝线路锁定轨温等关键参数。铝热焊接材料应符合要求。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.2 注意事项
(1)轨缝调整:以轨脚边为基准,控制轨缝宽度为28mm。
(2)道岔内焊接顺序应符合设计要求,道岔前后焊接顺序为先岔前后岔后、先直股再曲股。
(3)尖轨跟端接头焊接时,补偿道岔限位器的调整量、尖轨相错量。道岔内采用铝热焊时,应先调整好道岔全长,使道岔全长偏差不大于69000mm±20mm(加上8mm的轨缝),各轨缝偏差控制范围为-1~+2mm,尖轨、基本轨相错量不大于10mm,尖轨距基本轨轨端以及尖轨距心轨的距离均不大于±5mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(4)焊接时,应对焊接影响范围内道岔零部件加装防护,防止焊渣烧蚀;焊接和打磨时不得拆除尖轨与基本轨组件。
(5)钢轨铝热焊焊缝距离承轨台边缘不应小于100mm。
5 工艺流程
5.1 施工前准备
(1)材料和机具的准备。备齐所有必要的工具、材料、设备以及资料。
(2)现场环境准备,准备好水或灭火器等防火物品,保持焊区周围干燥。
(3)轨道准备。检查轨道的平直度和钢轨表面质量情况。测量轨温并做好记录(与相邻单元轨节的锁定轨温差不大于5℃)。检查钢轨的间隙:距离轨枕应不小于100mm。除去道砟:道砟距轨底应至少100mm。上紧扣件:钢轨两侧各至少15m范围内(除焊缝两侧4~6根轨枕外)。拆除待焊接头两侧4~6根轨枕上的扣件及垫板。分别在待焊接头两侧各3m轨枕处,在轨底和轨枕上做对应标记,由专人测量位移数据。检查推凸机和打磨机是否正常工作。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(4)避免轨端间隙置于轨枕之上,钢轨端头断面垂直公差应不大于1.0mm,对轨头进行打磨、倒角。
(5)按照图3所示的道岔焊接顺序进行焊接。
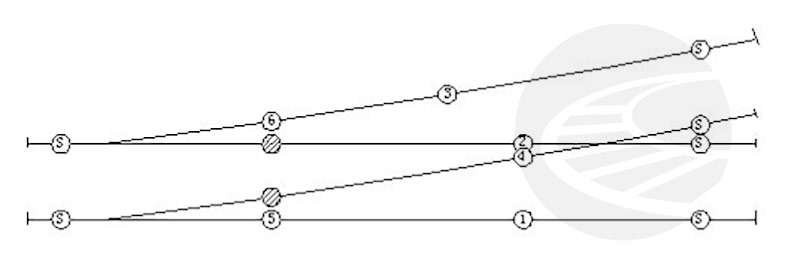
注:S为锁定焊接位置,1~6为道岔焊接顺序。
5.2 施工过程
(1)钢轨轨缝调整。以轨底角处为基准,控制轨缝宽度为27~30mm,预留的轨缝不宜偏小或偏大。
(2)尖点设定。将直尺置于钢轨顶面,轨缝居中;检查尖点值1.8~2.3mm。
(3)水平对正。在1m直尺通常范围内,检查轨缝处钢轨头部、轨腰及轨底是否对正。
(4)砂模准备及封箱。检查砂型是否完整无裂纹并备齐砂型的所有部件,安装砂型时,浇筑孔要对准焊缝中心并与轨底垂直,以确保焊缝两侧钢轨预热均匀。安装过程中切勿让砂粒等落入焊缝型腔内,安装后检查砂型与轨腰部分的贴合,确保贴合紧密没有间隙。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(5)预热。记录钢轨温度,采用中性焰对砂模和钢轨端头进行加热并密切关注预热过程,特别是轨腰受热颜色变化,预热完成时轨腰温度为950℃~1000℃,其颜色为亮黄色。预热过程中必须对分流塞作适当烘烤干燥去除水分。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(6)焊药的准备。检查焊药包内的物品有无受潮及破损,检查坩埚是否有破损及碎片以及自熔塞是否正确无损。确认焊剂袋完好后将焊剂反复倾倒3次,混合均匀后倒入一次性坩埚内,使其顶部成锥形。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(7)浇铸。预热完成后,立即将坩埚放置于砂模的正中央位置上,点燃高温火柴并将高温火柴插入焊药中,最深为25mm;盖上坩埚盖,观察焊剂反应状况,焊剂反应时间一般为5~7s。钢水落下与焊剂反应结束的时间一般为6~18s。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(8)拆模及推瘤。浇铸完成后1min,移去坩埚、灰渣盘;浇铸完成后4.5min,拆除侧模及底板;浇铸完成后7.5min,除去轨头砂型;浇铸完成后7min40s,开始推瘤;浇铸完成后30min,才能打掉浇铸棒。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(9)热打磨。推瘤后进行热打磨,将焊接焊缝顶部表面打磨至距轨顶面0.8mm,将钢轨头部两侧与轨顶面过渡圆弧打磨至与既有钢轨母材齐平。
(10)冷打磨。浇筑结束1h后对钢轨表面进行冷打磨,使其整体平整。
(11)收尾工作。检查焊接接头表面质量,当线路设计速度小于等于160km/h时,轨顶面平直度为0.1≤a≤0.4mm,工作边平直度为-0.3≤b≤0.3mm;当线路设计速度大于160km/h时,轨顶面平直度为0.1≤a≤0.3mm,工作边平直度为-0.3≤b≤0mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
6 结论
铝热焊焊接变形与温度应力是导致限位器偏移的主要因素,实践表明,预留3mm焊缝收缩量,焊接后温度恢复环境温度后,限位器符合《普速铁路线路修理规则》及《铁路轨道工程施工质量验收标准》(TB10413—2018)要求的允许偏差。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
原文名称:道岔铝热焊收缩值分析及在施工中的应用
作者信息:李亦斌(中国铁路昆明局集团有限公司 开远工务段)
期刊信息:铁道工务 2025年10月


