近年来,钢轨焊接接头折断占全路断轨总数的50%左右,而铝热焊缝折断占其中72%的份额,铝热焊缝探伤一直是防断工作的重点。铝热焊缝全断面探伤属天窗点内作业,采用焊缝探伤仪对轨头、轨腰和轨底进行多角度扫描检测,工序复杂,耗时较多,探伤周期较长,为半年/遍。随着铝热焊缝数量不断增加且居高不下,加上全天窗作业的影响,铝热焊缝的探伤作业及防断压力逐年增加。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
目前全路正在推进钢轨探伤车(以下简称探伤车)替代探伤仪对钢轨母材进行探伤检测。探伤车具备检测效率高、数据重复性好且不占用天窗(普速铁路)等优势。但其对铝热焊缝的检测存在局限性,主要检测区域集中在轨头、轨腰和轨腰投影区内轨底部位。全路探伤车检测周期在40-60天,部分路局控制在30天左右。如何利用探伤车在铝热焊缝全断面探伤周期间隔内,对其进行有效检测和卡控(检测范围内),对于降低铝热焊缝折断风险具有重要意义。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 探伤车检测铝热焊缝存在问题
1.1 检测范围受限
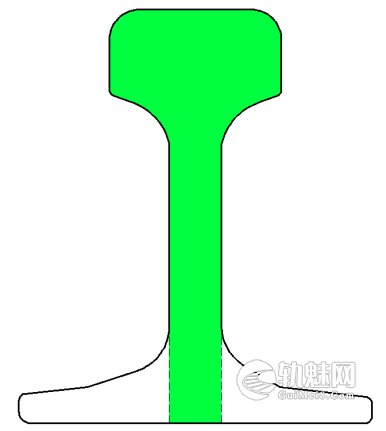
探伤车对铝热焊缝的检测区域集中在轨头、轨腰和轨腰投影区内轨底部位。对于轨头位置的铝热焊缝缺陷,因探伤车直打70度通道和XF70度通道在轨面发射位置固定,相对于焊缝全断面探伤,存在一定的盲区,尤其是对于轨头外侧轨顶角区域,检测效果较差。铝热焊缝轨腰位置的伤损主要由45度通道轨腰闸门检出。而对于轨底,探伤车只能检出轨腰投影区内的轨底缺陷(45度轨底闸门),对于投影区以外的缺陷无法检出。探伤车对于铝热焊缝的检测范围大致如图1所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2 伤损检出能力不强
1.2.1 检测灵敏度不够
GB28426-2021中的虽然设置有铝热焊缝标定伤损,但现场实际执行有差距,导致探伤车日常动态标定灵敏度不够。由于铝热焊焊缝是铸造组织,材料晶粒粗大,超声波易发生散射导致声压衰减,伤损检出能力变弱。多重因素叠加下,导致探伤车对于铝热焊缝的实际检测灵敏度偏低,对较小的铝热焊缝内部缺陷检出能力有限。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2.2 数据采集质量不高
(1)站内铝热焊缝误报高。随着全路探伤车运用检查评比工作的不断推进,为了保证有缝接头的出波(尤其是站内)符合要求,部分检测员在检测站内时,采用低速(站内检测速度限速)高检测参数(高速度等级的标定参数)的方法。如限速40Km/h的情况下,未及时切换参数,导致70Km/h参数用于40Km/h速度的检测,造成大量非伤损杂波和幻象波等误报,增加了伤损识别难度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)区间铝热焊缝出波不全。探伤车日常动态标定中,目前还未强制要求采用Ⅰ类伤损进行标定,导致各70度通道增益不够高,较难保证铝热焊缝特征点出波良好,自然难以检出尺寸较小的焊缝内部缺陷。数据采集质量不高如图2所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
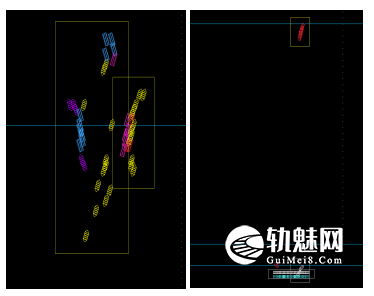
图2 铝热焊缝数据采集质量不高
1.2.3 伤损识别能力差
受限于以往探伤车对铝热焊缝伤损不高的检出能力,回放员对于铝热焊缝伤损的识别能力较差。伤损图库中关于焊缝伤损的样本不多,且多为尺寸较大、出波通道在两个以上的伤损,对于现阶段探伤车判伤指导意义不大(全路正在推进探伤车替代探伤仪周期,探伤车伤损检出能力需接近或达到探伤仪水平)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 优化探伤车对铝热焊缝的检测方法
2.1 提高日常动态标定灵敏度
在探伤车日常动态标定中,利用Φ4mm的平底孔标定XF70度通道,距轨面18mm的Φ3mm横孔标定直打70度各通道,距离踏面56mm、97mm和136mm的Φ4mm横通孔标定45度通道轨腰闸门,轨底横向裂纹R4H2标定45度通道轨底闸门。尽量使探伤车的动态标定灵敏度达到探伤仪和焊缝探伤仪的基准灵敏度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.2 采用高灵敏度探伤方法调整检测参数
日常检测中,利用上述动态标定灵敏度作为参数设置的下限,在不连续出杂波影响伤损判读的情况下,尽量提高各超声通道增益,提升探伤车伤损检出能力的上限。以线路中的闪光焊或气压焊(普速铁路利用厂闪光焊、高铁线路利用现场闪光焊)为现场参照物,衡量XF70度和直打70度的灵敏度设置情况。以线路中导线孔和铝热焊缝轨底出波作为监控45度轨腰和轨底通道的依据。高灵敏度探伤不能简单地理解为检测参数越高越好(高灵敏度是在相应速度等级标定基准下的调高,低速高检测参数是典型的错误理解),过高会出现较多非伤损杂波和幻象波等误报,影响伤损判读,数据半失效;过低(仅高于日常动态标定基准,不进行补偿)会导致检测能力不够,难以检出较小的伤损缺陷。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.3 保证数据采集稳定可靠
2.3.1 数据稳定
主要指数据采集的重复性好,对于固定的特征点(如导孔、焊缝等)每个周期都能出波良好(不缺漏超声通道,也不要增益过高导致杂波),这对于数据的对比分析尤为重要,是识别出较小缺陷的关键。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
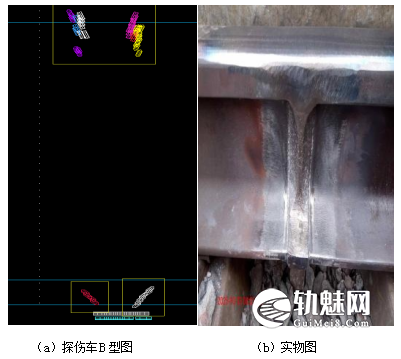
图3 铝热焊缝标准出波
2.3.2 数据可靠
可靠是指采集数据能够较好反映现场钢轨的实际情况。固定特征点要出波齐全,尽量减少各类非伤损杂波(设备或操作原因造成)。如探轮变形要及时更换轮膜(尽量错开国产探轮膜变形的几个速度区间),对中耦合不良要及时处置(清理各类管路),个别晶片稳定性不够要及时更换(某通道一直较强或者较弱)。铝热焊缝探伤车标准出波如图3所示。 󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 采用精细化对比分析方法进行回放分析
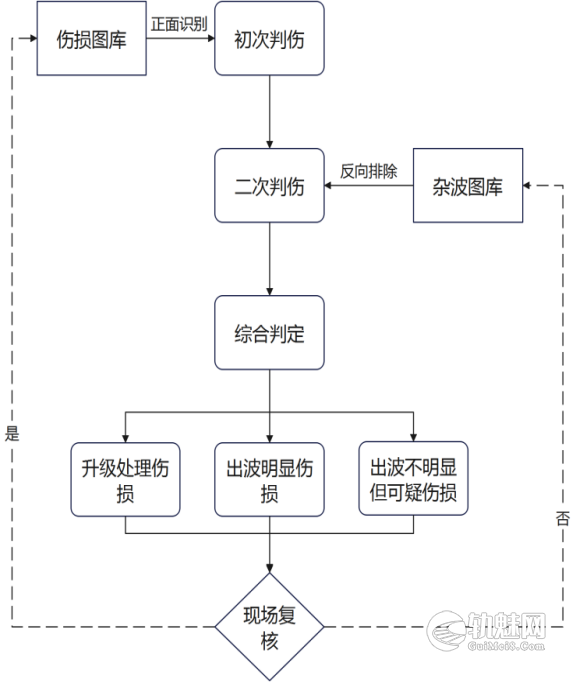
上述高灵敏度探伤在实际检测过程中把控难度颇高,虽然能检出尺寸较小的焊缝伤损,但同时伴随较高的误报和杂波。如何从杂波中识别伤损波是回放员面临的难题。以往,探伤车检出的铝热焊缝伤损数量较少,尺寸偏大(2个及以上超声通道出波),基本没有参考价值。引入精细化对比分析方法,结合铝热焊缝伤损的特征,总结以下伤损识别方法,如图4所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.1 正面识别各类铝热焊缝伤损
利用学习培训、参考各路局伤损图库、对比工务段发现的铝热焊缝伤损等方式尽量多地收集各类铝热焊缝的伤损图库。在回放时遇到各类异常出波(含未见过的异常出波,利于发现新出波特征的铝热焊缝伤损)及时全面记录下来。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.2 反向排除各类非伤损杂波
对初次判伤记录表中的所有异常出波,利用杂波图库(复核无伤的异常出波)再进行二次判伤,排除各类非伤损杂波。如各类铝热焊缝幻象波(中70度轨底幻象波)、站内铝热焊增益较高导致的杂波等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.3 多周期对比综合判定伤损
3.3.1 当天检测前后铝热焊缝纵向对比
即根据当天检测中铝热焊缝的出波情况,判定某些超声通道的强弱,若该通道出波较强且在多个铝热焊缝中有类似出波,则判定伤损时要充分考虑增益较强带来的影响,适当降低报警级别;若该通道整体较弱,在当天检测的铝热焊缝中,大部分出波不良,则遇到该通道疑似报警时,要适当提高伤损报警级别。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.3.2 铝热焊缝多周期对比
高灵敏度探伤后,铝热焊缝会出现较多的误报杂波(尤其是站内),而尺寸较小的伤损缺陷往往出波点数不多且多为单通道,因此依据伤损图库,按图索骥般直接判定伤损并不可取(类似出波在不同线路特性下复核结果并不一致),需借助多周期数据进行对比分析。在采集数据稳定可靠的前提下,若异常出波在多周期对比后有明显发现趋势(出波点数从无到有,由少到多,出波通道从单通道发展到双通道等),则果断判定为疑似报警,必要时提高报警等级;若在多周期对比后,某些周期出波(增益较高),某些周期无异常(增益一般),且出波点数不多且走势不明显,则将其纳入观察伤损进行监控。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.3.3 铝热焊缝判伤原则
根据铝热焊缝断轨部位统计,轨底明显高于其它部位。因此,需提高轨底部位疑似报警的伤损等级,在遇到轨底45度异常出波时要提升判伤敏感性(即降低判伤标准,对轨底异常出波要保持高度警惕)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3.4 常态化开展探伤车与各类探伤设备检测能力对比
通过钢轨探伤和伤损管理系统,统计探伤车过后20天内工务段提报的铝热焊缝重伤,对探伤车检测范围内的伤损进行分析,若探伤车有异常出波但未报,则将其纳入伤损图库供日常学习,不断提升判伤水平,这是完善探伤车伤损图库的重要途径;若探伤车无明显出波,则需根据伤损位置和大小分析出波通道,尺寸不大且探伤车检测能力较弱的忽略(如焊缝探伤仪发现位于轨头外侧二次波范围内的伤损);若探伤车数据中铝热焊缝特征点出波未打全,则需反馈给探伤车检测人员,适当提高增益保证检测效果。探伤车与路轨仪、双轨仪对铝热焊缝的检测范围大体一致,需加强这三类探伤设备对铝热焊缝的伤损检出能力对比分析,不断提升各自设备性能。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 南宁局探伤车检出铝热焊缝伤损
在采取上述各项检测回放措施后,虽然经历了误报较多的过程,但随着伤损图库和杂波图库的不断完善,探伤车对于铝热焊缝的伤损检出能力取得极大提升,不但检出多种铝热焊缝重伤伤损,而且在设备检测能力方面接近或达到工务段相关探伤设备,检出不少未达重伤当量的焊缝缺陷。探伤车检出的铝热焊缝伤损按位置分为轨头、轨腰和轨底。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
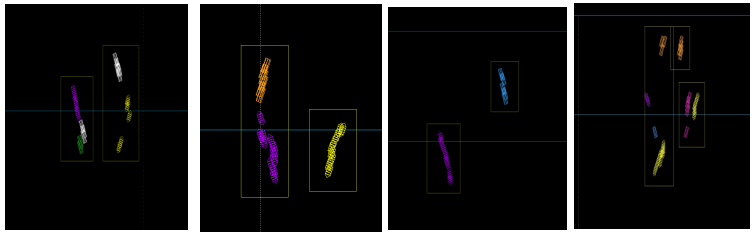
图5 铝热焊缝轨头伤损󠄐󠅅󠄹󠄴󠄪󠄡󠄬󠅒󠅢󠄟󠄮󠄾󠅑󠅝󠅕󠄪󠄡󠄣󠄢󠄧󠄩󠄡󠄩󠄧󠄩󠄧󠄩󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.1 轨头伤损
4.1.1 轨头一次波
为了避免近表面干扰,探伤车在直打70度(16us)和XF70度(30us)均设置了闸门延迟,因此钢轨近表面在一次波检测中处于检测盲区。在实际检测过程中,当增益过高时,铝热焊缝近轨面出现直打70度密集出波(沿钢轨行进方向连续出现)但伤损走势不明显的杂波,多属于误报。探伤车在轨头一次波范围内检出和识别的多是远离轨面的伤损,若本周期前后无类似杂波,且多周期对比后有明显的伤损发展趋势,则是伤损的概率高;若本周期前后有类似杂波,且该杂波通道增益较强,则是误报的概率高。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
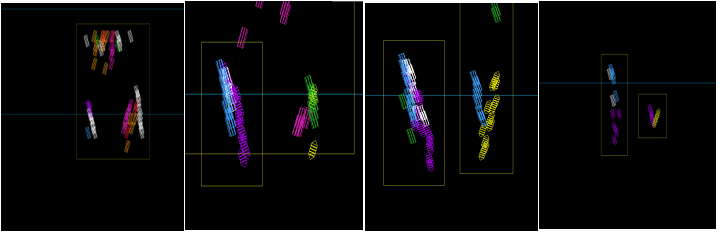
图6 铝热焊缝焊筋本侧伤损󠄐󠅅󠄹󠄴󠄪󠄡󠄬󠅒󠅢󠄟󠄮󠄾󠅑󠅝󠅕󠄪󠄡󠄣󠄢󠄧󠄩󠄡󠄩󠄧󠄩󠄧󠄩󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.1.2 轨头二次波
XF70度二次波可以检出轨头靠近轨面的铝热焊缝伤损。受检测速度和增益影响,站内铝热焊缝XF70度二次波误报较多。区间铝热焊缝根据伤损发展规律,曲线上股铝热焊缝二次波存在伤损的可能性高,但需要结合实际检测情况综合判定,若多次检测有类似杂波但无明显发展趋势,则概率小(可能是轨头内侧面的物理缺陷如小凹口或打磨不平等);若本周期前后铝热焊无类似杂波,且多周期对比后有明显发展趋势,则是伤损概率高。铝热焊缝轨头位置伤损如图5所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
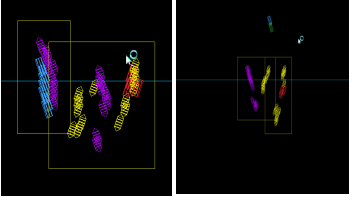
图 7铝热焊缝焊筋中间伤损󠄐󠅅󠄹󠄴󠄪󠄡󠄬󠅒󠅢󠄟󠄮󠄾󠅑󠅝󠅕󠄪󠄡󠄣󠄢󠄧󠄩󠄡󠄩󠄧󠄩󠄧󠄩󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.1.3 轨颚伤损
(1)焊筋本侧
这是探伤车发现伤损数量最多的位置。直打外、中、内70度和XF70度在焊筋本侧出波(即正常出波的对侧出波)。其中直打中70度在焊筋本侧出波(增益正常不存在连续杂波的情况下)只要达到3个点以上,是疲劳重伤的概率较高。其余三个通道,在排除焊筋溢流影响,多周期对比有发展趋势的,果断判伤。高灵敏度探伤后,误报较多,尤其是灵敏度过高的站内铝热焊缝极易出现杂波干扰,而焊筋打磨不干净是出现误报的主要原因。铝热焊缝焊筋本侧伤损如图6所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)焊筋中间
铝热焊缝焊筋中间(正常焊筋波之间)出现XF70度单通道或交叉出波。铝热焊缝焊筋中间位置伤损如图7所示。
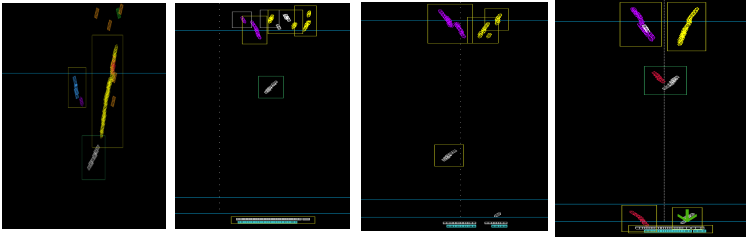
图8 铝热焊缝轨腰伤损
4.2 轨腰伤损
分为单45度通道出波和双通道交叉出波。按位置分为轨腰靠近轨颚下方、轨腰、轨腰靠近轨底上圆弧处。单45度在多周期对比后有明显发展的,是伤损的概率高,否则多为焊筋打磨不干净所致。双45度交叉出波的情况下,是伤损的概率较高,在排除杂波干扰,有明显发展的情况下,可以适当提高伤损报警等级。铝热焊缝轨腰伤损如图8所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4.3 轨底伤损
铝热焊缝伤损风险最高的位置。根据近年来铝热焊缝断轨情况分析,轨底横向裂纹是造成断轨的主要原因(从伤损产生到断轨发展极快,风险非常高)。如图9所示,动态标定的伤损R4H2位于轨腰投影区内轨底正中心区域,因此探伤车对不在投影区范围的伤损不具备检测能力。对于轨腰投影区内外结合部位的横向裂纹,若裂纹往投影区范围内延伸,则有检出的可能性,但是受探轮对中、晶片增益和声束、伤损发展速度快等因素影响,该类伤损检出随机性较强,因此判伤时要升级处理,只要出波在2个点以上,在排除附近杂波干扰后果断判伤。铝热焊缝轨底伤损如图10所示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
图10 铝热焊缝轨底伤损󠄐󠅅󠄹󠄴󠄪󠄡󠄬󠅒󠅢󠄟󠄮󠄾󠅑󠅝󠅕󠄪󠄡󠄣󠄢󠄧󠄩󠄡󠄩󠄧󠄩󠄧󠄩󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5 结论
(1)受检测范围影响,探伤车对铝热焊缝的检测是加强监督性的,不具备替代性。随着探伤车承当越来越多的检测任务,在铝热焊缝全断面探伤周期间隔内及时检出和发现铝热焊缝伤损(尤其是较小伤损),将极大降低铝热焊缝折断风险。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(2)数据采集的稳定可靠是铝热焊缝伤损检出的前提。只有在探伤设备性能良好、数据采集质量良好的情况下,才能保证探伤车的伤损检出能力。
(3)精细化对比分析回放方法是判出铝热焊缝伤损的有效途径。不断充实和完善铝热焊缝伤损图库和杂波图库,在多周期对比后,结合当天探伤车检测情况和铝热焊缝伤损特征综合判伤,提高伤损确认率,在不遗漏伤损的前提下尽量降低误报,节约现场复核劳力核天窗点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
(4)通过探伤车高频次检测可提前锁定疑似焊缝伤损,引导工务段及时进行复核处置,实现风险前置管控,降低铝热焊缝折断风险。
原文出处:
原文名称:钢轨探伤车对铝热焊缝的检测方法研究
作者信息:谢祺(中国铁路南宁局集团有限公司 工电检测所,南宁 530029)
期刊(会议)信息:钢轨技术交流会暨铁路钢轨维护技术研讨会 2026年1月 武汉



这个论文写的好
详细实用,一直在关注学习。