1 闪光焊接
1.1 固定式闪光焊
在日常工作中我们所谓的“厂焊”,其实是固定式闪光焊;因焊接成型在厂内,由GAAS80/580型固定式闪光焊机进行焊接。
1.1.1 固定式闪光焊焊接工艺
轨端直接接触,通电产生电阻热,融化端部金属,纵向挤压成型。

1.1.2 固定式闪光焊焊筋状态
轨头下颚部焊带与母材平直、无明显下凸;轨腰焊筋宽度17-28mm,凸出钢轨腰部0.4-2.4mm,有明显纵向推凸痕迹、拉痕明显,呈红褐色锈蚀态;轨底部位打磨平整,无焊带显示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1.2 移动式闪光焊
移动式闪光焊就是我们常说的现场焊,因为采用移动闪光焊接在施工现场焊接钢轨,所以是闪光焊的现场焊。
1.2.1 移动式闪光焊现
各项特征与“厂焊”相同,使用自行式闪光焊轨车及LR1200型闪光焊机进行现场焊接作业。
因温度下降较快,焊筋推凸通过后期打磨消除,焊带无明显推凸痕迹。
1.3 固定式闪光焊(厂焊)与移动式闪光焊(现场焊)的区别
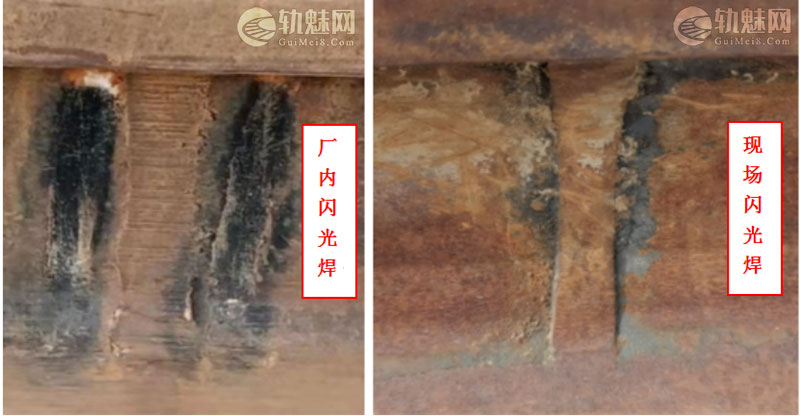
左图为厂内闪光焊,焊带有推凸、拉痕较深且明显;
右图为现场闪光焊,焊带无推凸、拉痕,焊带打磨平整光滑。
2 气压焊
使用YHGQ-1200型气压焊轨车携带的GPW-1200型气压焊机进行焊接,在焊后外观上与闪光焊有相似之处,也是现场最容易混淆的两种焊型。
2.1 气压焊焊接工艺
轨端直接接触,使用气体点火,烘烤融化端部金属,纵向挤压成型。
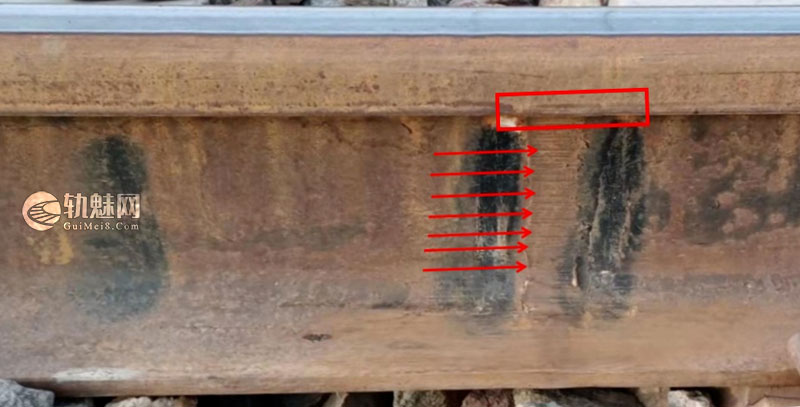
2.2 气压焊焊筋状态
轨头下颚部焊带有长8.2-10.6mm的明显下凸;轨腰焊筋宽度21-44mm,凸出钢轨腰部0.6-2.3mm,无明显纵向推凸痕迹;轨底部位打磨平整,无焊带显示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
焊带光滑圆润呈黑色态,两侧300mm范围内,轨头侧面、轨腰部有明显锯齿痕。

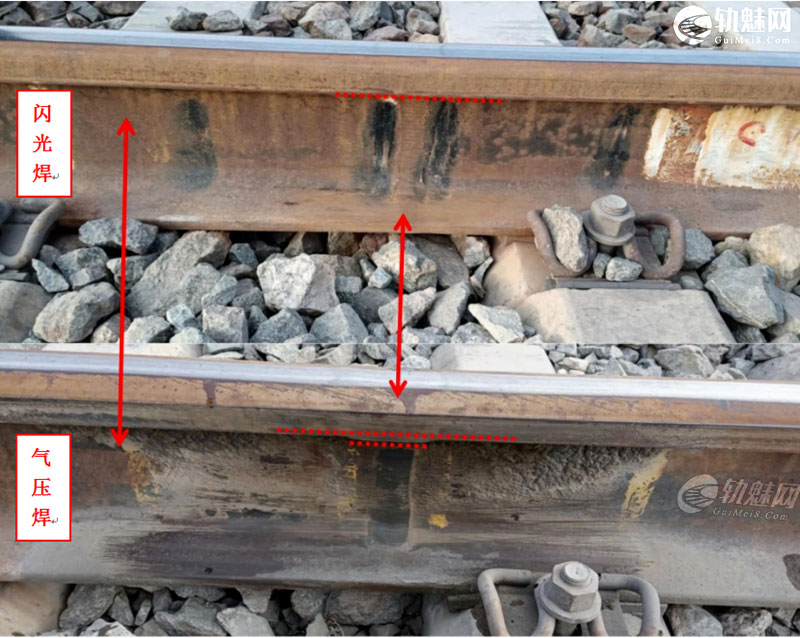
2.3 闪光焊与气压焊的区别:
(1)鄂部焊筋:闪光焊与母材平直,气压焊有明显下凸;
(2)焊带:闪光焊宽度17-28mm质地粗糙呈红褐色,气压焊宽度21-44mm焊带光滑圆润呈蓝黑色
(3)母材状态:闪光焊300mm范围内母材轨头、轨腰无痕迹显示,气压焊300mm范围内母材轨头、轨腰存在明显锯齿痕。
3 铝热焊
3.1 铝热焊焊接工艺
铝热焊接是在待焊钢轨之间留出一定间隙,周边是用模具围住,点燃坩埚内的焊剂,通过氧化还原反应放热生成液态的金属,将液态金属注入钢轨之间的间隙,完成钢轨焊接。
因使用模具形状、焊剂配比不同,在浇筑成型后所产生的焊筋形状也不相同,按焊剂生产厂家,将铝热焊接分为德式铝热焊及法式铝热焊两种焊型。
3.2 铝热焊焊筋状态
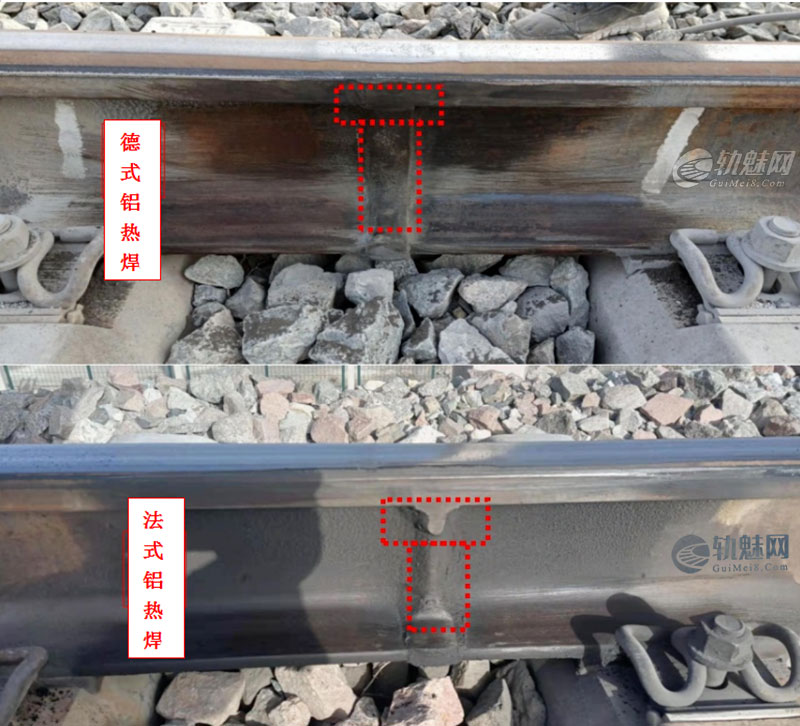
3.2.1 德式铝热焊焊筋状态
轨头有直观焊筋,焊带清晰;轨腰焊筋宽度35-42mm,凸出钢轨腰部2.2-4.3mm,浇筑面质地均匀、表面粗糙,扁平状包裹钢轨轨腰;轨底部位明显扁平状,包裹轨底部位。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹

3.2.2 法式铝热焊焊筋状态
轨头有直观焊筋,焊带轻微,鄂部有明显倒三角形支撑;轨腰焊筋宽度8-31mm,凸出钢轨腰部6-19mm,焊筋窄且明显凸起;轨底部位明显扁平状,包裹轨底部位。

3.3 德式铝热焊与法式铝热焊区别
①鄂部焊筋:德式铝热焊鄂部焊筋扁平,法式铝热焊鄂部焊筋呈倒三角状;
②焊带:德式铝热焊焊带呈宽状且扁平,法式铝热焊焊带呈条状且明显凸起。