
在我们的日常养护维修作业中,经常发生车载晃车仪病害在现场找不见或是处理不彻底的问题,导致病害重复出现、重复处理,浪费人力物力。通过现场检查,查找分析原因:通常是病害查找方法单一,且不能综合考虑现场病害成因,盲目上线处理导致。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1 车载晃车仪的原理
列车在运行时由于线路连续性周期性不平顺产生的受迫振动引起车体晃动,车载晃车仪就是通过固定在机车底部加速度传感器采集车体振动加速度,通过无线数据模块、便携式计算机、GSM网络,将超限病害信息发送到地面接收单元或相关人员手机上,以便段及车间人员实时掌握线路不良地点。影响车体振动的主要因素有垂直加速度和水平加速度。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2 影响车体垂直加速度和水平加速度的因素
垂直加速度一般由线路高低不平顺、连续的水平及三角坑不良、轨面波浪形磨耗、不良焊缝造成,容易出现的地点是软硬结合部(线桥、线涵、线隧、新老路基)、板结地段、道岔转辙部分与岔间连接线。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
水平加速度一般由曲线、道岔区连续小方向、钢轨硬弯和轨距变化率不良造成。如钢轨直线区段交替不均匀磨耗,水平和轨向逆向位复合不平顺,线路扣件松动,轨枕失效,翻浆冒泥,列车轮对与钢轨作业边侧面冲击而形成。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
3 轨检车数据的现场应用
轨道多波复合不平顺是指在同一里程位置同时有2个或2个以上病害复合一起,这种病害的特点是幅值较小、波长短、变化较大,对列车冲击力作用较大。多波复合不平顺叠加起来产生很大的振动频率,当接近列车转向架自振动频率时发生共振,就会引起晃车。因此通过轨检车波形图的分析就能提供病害的准确位置及病害类型。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
轨检车波形图其实就是对动态情况下的线路设备的真实情况反映,就是现场的活地图;利用轨检车波形图就能够有效的检查出在静态检测当中出现的一些容易忽视和看不见的问题。比如静态情况下的线路空吊、扣件失效引起的线路几何尺寸变化具体量大小等情况就能够通过轨车波形图峰值大小清楚的检测出来,有利指导现场维修和病害查找。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
4 利用轨检车数据分析车载病害产生的原因
4.1 事例1
2022年9月份库西站下行线K476+660前后车载病害共计重复20次,均为DF8B车型,水加0.1,二级病害;从9月16日轨检车波形图可以看到,病害位置在库西站8#道岔,轨检车波形图显示转辙部位最大轨距峰值5.26mm,最小轨距峰值-3.67mm,轨距变化率2.05,同时在该处有一处左轨向最大峰值4.66mm,最小峰值-4.71mm;三角坑峰值最大3.72,最小峰值-4。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
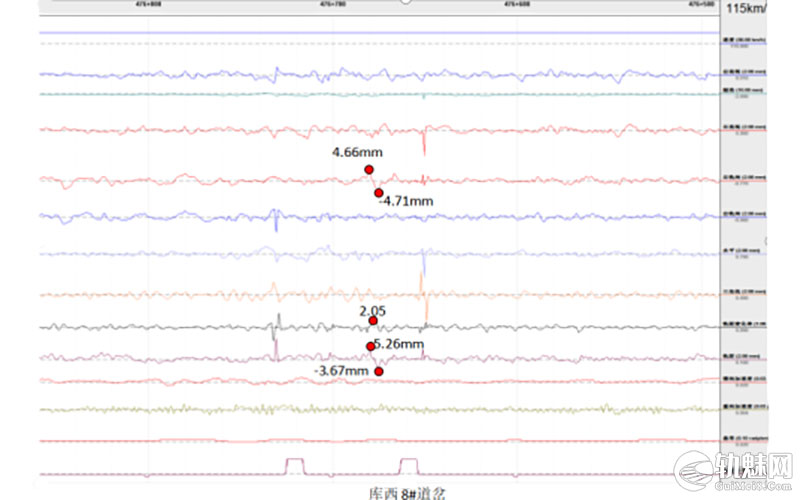
经过人工现场调查库西站8#道岔,转辙部距不良,最大轨距3mm,最小轨距-4mm,轨向最大7mm,直尖轨10#-16#枕竖切离缝2mm,电务二牵部位锁钩紧,一二牵轨枕空吊严重(电务转辙机随着过车抖动厉害)。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
综合分析原因
此处病害原因是直尖轨硬弯,造成竖切离缝,轨距不顺,轨向不良,在加上转辙部位空吊严重,综合起来就是轨道多波复合不平顺。
4.2 事例2
2022年8月28日,上行线55+947第一次出现车载二级垂加病害;之后10月25日、29日,11月3日、11月13日、14日、15日、16日、17日、18日、22日此处病害不同车体共检查出现了12次。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
轨检车分析情况
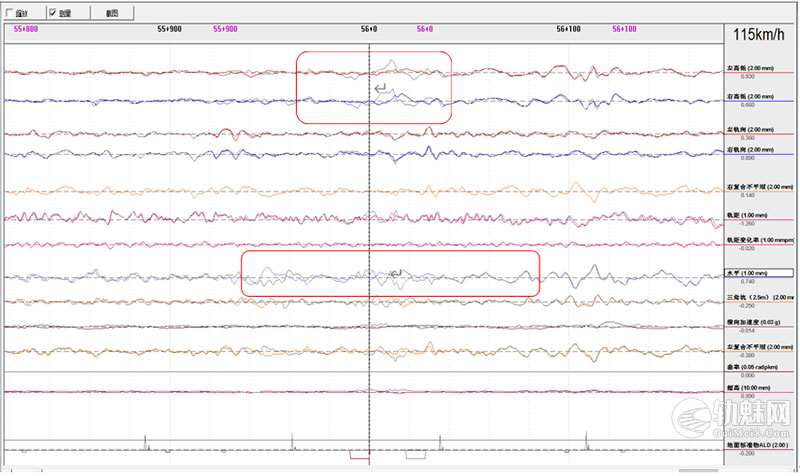
通过8月14日与11月3日上行轨检车波形图叠加对比分析:高低及水平峰值变化较大,其中K56+010,左高低8月份峰值0.84,11月份峰值6.02mm峰值变化5.18mm;右高低8月份峰值1.38,11月份峰值5.88mm峰值变化4.5mm;水平8月份峰值-2.95mm,11月份峰值1.12mm峰值变化4.07mm。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
现场检查情况
上行线k56+010处左右股为1处铝热焊接头,右股焊缝矢度1mm,水平-3mm,轨向4mm;
4.3 得出结论
根据第一次出现病害整治前后轨检车波形图叠加对比分析,处理之前与处理之后高低的峰值变化,说明这本来是一处单点病害,是我们自己干成了一处轨道多波复合不平顺病害。
4.3.1主观原因分析
1.经验主义作祟
通过趴道看线路长平确实存在焊缝处有高点,所谓的高焊缝是我们视觉上的误差,在钢轨焊接轨端对正过程中,中点太高,人工趴道轨头下颚视觉被抬起,通过现场焊缝打磨处理后趴道依然有高点。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
2.动静态检测数据资源未应用现场
通过现场检查,病害里程前后线路变化不明显,因此没有深入分析轨检车波形图或轨检小车数据查找病害处所,病害复查存在盲目性,导致病害位置查找错误。
3.技术标准不落实
现场检查高焊缝,不是先测量矢度打磨平顺,而是采取捣+垫结合的方式前后做顺坡,病害越干越严重。
4.3.2 客观原因分析
上行线k56+010焊缝是2012年6月份法式铝热焊接头,根据历年病害库,此位置一直没有病害存在。
今年8月份,前百公里线路没有因气候或大机作业等原因导致道床发生太大的变化,因此短时间产生病害的可能性不大。
5 结语
出现车载晃车仪病害,在有条件的情况下应首先分析轨检车资料,根据轨检车波形图分析出该病害的准确位置及轨道几何尺寸的存在的超限类型,再根据现场检查情况,综合分析病害成因有针对性的制定整治方案,这样可以大大提高我们处理车载晃车仪病害的效率和质量。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


