引言
在铁路安全维护中,准确识别钢轨伤损是预防事故、保障运输畅通的关键。钢轨在长期承受列车动荷载、环境应力及自身制造缺陷等因素影响下,会产生各种类型的伤损。本文基于美国联邦铁路管理局(FRA)《轨道检查员钢轨缺陷参考手册》第5节内容,结合SteelData Macro Defects in Steel钢轨损伤图例【文中图片没有注释来源均来自该手册和网站】,详细解析了钢轨头部、腰部、底部及焊缝区域的主要伤损类型、特征及其识别方法,为铁路维护人员提供一份完整、准确的技术参考。【文中分析表达出于尊重原文意思,不代表个人观点】󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
一、轨头横向伤损
横向伤损是指在垂直于钢轨长度方向的平面上发展的疲劳裂纹。这类伤损通常需要通过无损检测才能发现,除非裂纹已扩展至轨面。横向伤损的大小通常用占轨头横截面积的百分比来表示。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
1. 横向裂纹 (Transverse Fissure)
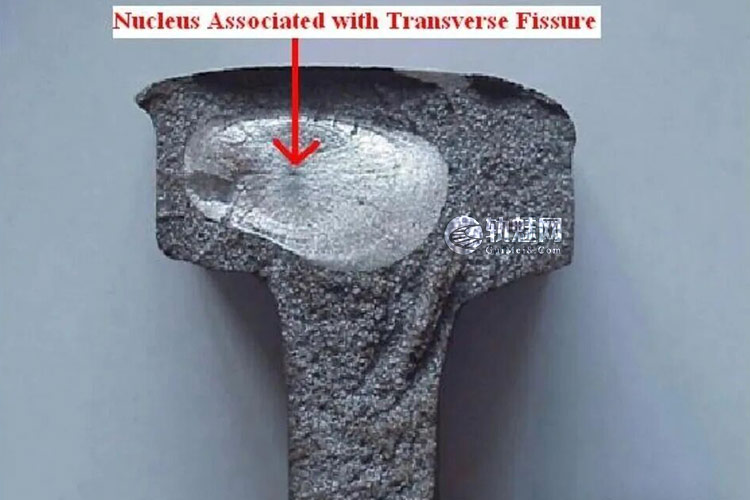
特征描述:
横向裂纹是一种从轨头内部的结晶中心或晶核开始发展的渐进式横向断裂。裂纹从该中心向外呈圆形或椭圆形扩展,断面光滑、明亮或呈暗色,与钢轨长度方向基本垂直。其典型特征是存在一个结晶状的中心区域,周围环绕着近乎光滑的断裂面。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
成因与识别:
· 主要与20世纪30年代中期以前非控制冷却工艺制造的钢轨有关,氢致缺陷是其主因
· 在现代高铬钢轨中也可能出现
· 同一根钢轨上可能存在多个横向裂纹
· 发展初期(占轨头横截面积20%-25%前)较为缓慢,受车轮冲击和弯曲应力影响,之后会加速
· 其尺寸通常通过断轨后测量横截面积比例进行评估。
与其他伤损的区别: 与细节裂纹的本质区别在于其起源于内部,而非表面。
2. 复合裂纹 (Compound Fissure)
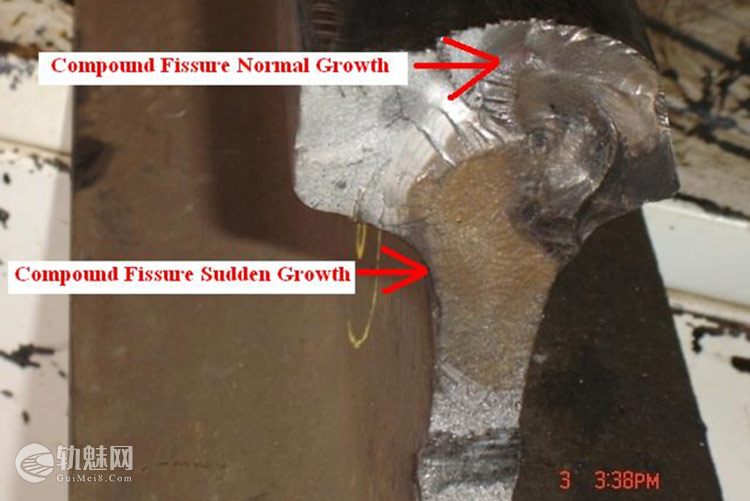
特征描述:
复合裂纹是一种由轨头内部的水平劈裂向上、向下或同时向两个方向转折发展而成的横向断裂。其横向部分同样与钢轨长度方向基本垂直。
成因与识别:
· 通常起源于制造过程中形成的内部纵向带状缺陷、偏析或夹杂物
· 裂纹先纵向水平发展,达到一定长度后才转向横向发展
· 危险性较高,可能导致斜向断裂
· 发展至占轨头横截面积30%-35%前较为缓慢,之后风险显著增加
3. 细节裂纹 (Detail Fracture)


特征描述:
细节裂纹是一种起源于轨头表面或近表面的渐进式断裂,常见于剥离、轨头裂纹或鱼鳞状掉块处。它与源于内部的横向裂纹有本质区别,不具有横向裂纹所特有的结晶中心。
成因与识别:
· 通常与轨距侧运行表面附近的纵向条纹或缺陷有关
· 裂纹通常从轨距角开始,向轨头内部横向发展
· 发展初期(占横截面积10%-15%)相对缓慢,之后会急剧加速,直至完全断裂
· 在剥离或轨头裂纹严重的区域,可能同时存在多个细节裂纹
· 热裂纹也可能是其诱因之一
4. 反向细节裂纹 (Reverse Detail Fracture)
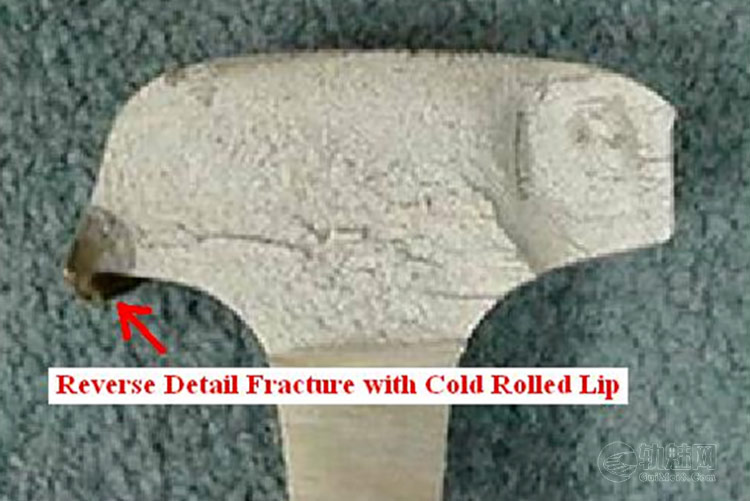

特征描述:
反向细节裂纹是一种渐进式横向断裂,通常起源于轨头轨距侧下角。
成因与识别:
· 由轨头下角的冷拔”飞边”形成的缺口应力集中引起
· 这种”飞边”常见于严重磨损的钢轨或承受高轴重荷载的区域
· 伤损在达到横截面积10%前发展正常,之后常会急剧或突然断裂
· 其导致完全失效的尺寸阈值通常低于典型的细节裂纹
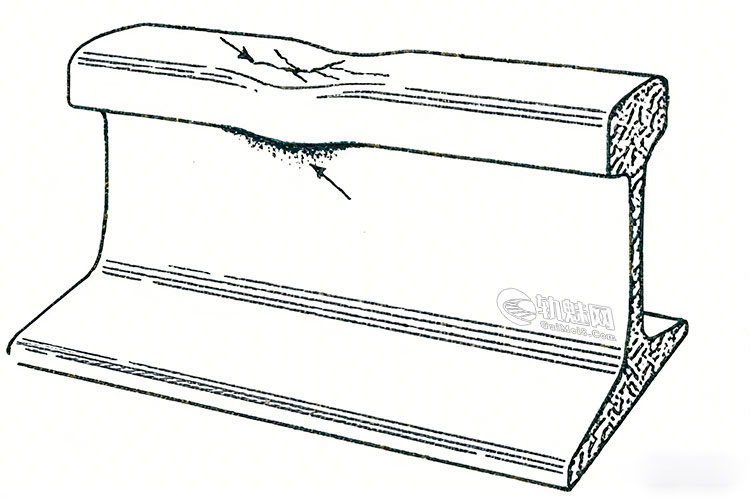
5. 牵引烧伤断裂 (Engine Burn Fracture)

特征描述:
牵引烧伤断裂是一种起源于轮对空转/打滑区域的渐进式断裂,在分类时应与复合裂纹和横向裂纹区分。
成因与识别:
· 机车主动轮空转时摩擦生热,使轨面局部高温,随后快速冷却形成热裂纹
· 车轮反复碾压受热区,导致烧伤层与母材分离,形成扁平斑点
· 随后,热裂纹可能在任何时候引发横向断裂
· 同一区域可能存在多处牵引烧伤
· 伤损在达到横截面积10%-15%前发展缓慢,之后会加速
· 不得与复合裂纹或横向裂纹混淆
6. 普通断裂 (Ordinary Break)

特征描述:
普通断裂是指钢轨发生部分或完全断裂,但断口上未见任何裂纹或伤损痕迹。
成因与识别:
· 常见于极寒天气下,由车轮扁疤或破损车轮产生的巨大冲击力导致
· 轨底支撑不平整也可能诱发此类断裂
· 具体原因较难追溯,断口通常呈现新鲜断裂的特征,无氧化或疲劳痕迹
二、轨头纵向伤损
纵向伤损是指沿钢轨长度方向发展的裂纹,可分为水平方向和垂直方向两类。
1. 水平劈裂 (Horizontal Split Head)


特征描述:
水平劈裂是一种起源于轨头内部(通常距运行表面约6.35毫米以下)的水平渐进式伤损。它会向四周水平扩展,通常会导致轨顶面出现扁平斑点。当裂纹延伸至轨头侧面时,表现为一条沿钢轨长度方向的裂纹。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
成因与识别:
· 源于制造过程中的内部纵向带状缺陷、偏析或夹杂物
· 裂纹水平方向扩展非常迅速
· 若车轮冲击引发其向横向转折,则归为复合裂纹
· 同一根钢轨上可能存在多处水平劈裂
2. 垂直劈裂 (Vertical Split Head)

特征描述:
垂直劈裂是一种通过轨头中部或附近的垂直劈裂,可能延伸贯穿整个轨头。轨头下方靠近轨腰处可能出现裂纹或锈痕,轨头侧面可能崩落碎块。
成因与识别:
· 同样源于制造缺陷(纵向带状缺陷、偏析等)
· 裂纹纵向、垂直发展,可能逐渐偏向轨距侧或田野侧
· 伤损一旦在任何位置”张口”,发展会极其迅速
识别特征包括:
· 轨顶面出现暗色条纹
· 伤损段轨头变宽
· 裂纹偏移的一侧可能出现下垂
· 轨头下颚(轨头与轨腰连接处)可能出现锈痕
· 严重时会有红褐色锈迹渗出
3. 剪切断裂 (Shear Break)


特征描述:
剪切断裂是一种由于轨头母材金属大量流失(如严重磨损)导致的纵向分离,通常与严重金属流失或磨耗引发。
成因与识别:
· 轨头承载能力因截面减小而大幅下降
· 通常在偏载(如轨距问题、车轮磨损)情况下发生轨头塌陷
· 发展非常突然
· 同一区域可能出现多处剪切断裂
· 视觉特征与垂直劈裂相似,被发现时通常归为垂直劈裂
三、轨腰伤损
轨腰伤损发生在轨头和轨底之间的连接部位,可能向轨头或轨底方向发展。
1. 轨头与轨腰分离 (Head and Web Separation)


特征描述:
轨头与轨腰分离是指在轨头下颚处发生的纵向渐进式断裂,将轨头与轨腰分开。
成因与识别:
· 道口使用的某些沥青填充物可能产生酸性腐蚀
· 道砟嵌入、曲线超高不当或钢轨倾斜不当均可能导致偏心加载
· 疲劳裂纹表现为下颚处的锈色”轨纹”或轻微的水平裂纹
· 在接头处,由于翻浆冒泥或接头松动的极端应力,也易产生此类伤损
· 使用镜子检查是识别头腰裂纹的有效方法
2. 轨腰劈裂 (Split Web)


特征描述:
轨腰劈裂是指沿轨腰侧面发展的纵向裂纹,可能延伸贯穿轨腰。
成因与识别:
· 可能源于轨腰上的轧制缺陷、机械损伤、热印钢号处
· 也可能是矫直、焊接或接头安装产生的过高残余应力所致
· 裂纹一旦贯穿轨腰,发展会极其迅速
· 重轴荷载会加速其发展
· 可通过沿裂纹渗出的红褐色锈迹进行目视识别
四、轨底伤损
轨底伤损发生在钢轨底部,可能由外部损伤或内部缺陷引发。
1. 轨底折断 (Broken Base)


特征描述:
轨底折断是指轨底的任何断裂,通常分为两类:轨底折断和轨底裂纹。
轨底折断:
· 通常局限在轨底翼缘内,呈”半月形”断裂
· 多由轧制缺陷、偏析或与轨枕垫板接触不良引起
· 也可能由锚固不当导致

轨底裂纹:
· 一种在轨底横向发展的渐进式断裂
· 通常起源于轨底边缘的磕碰、划伤等损伤
· 可能由不当的钢轨搬运造成
· 裂纹横向发展初期相对缓慢
· 可能在横向扩展距离很小的情况下,突然导致钢轨完全横向断裂
识别要点: 长度超过6英寸(约152毫米)的轨底折断需要采取最严格的补救措施。
五、焊接接头伤损
焊接接头是钢轨的薄弱环节,不同类型的焊缝可能产生特定的伤损模式。
1. 闪光焊缺陷 (Electric Flash Butt Weld Defect)

特征描述:
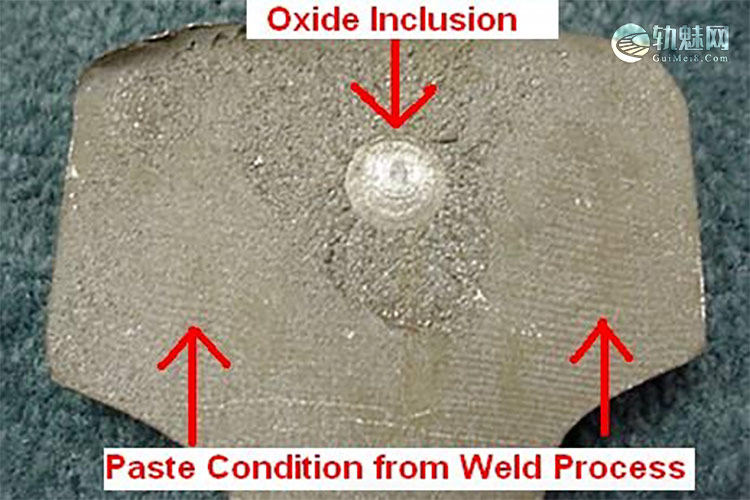
缺陷焊缝是指工厂焊或现场焊缝中存在的任何不连续性或空隙,单独超过轨头面积5%或总计超过10%(在横向平面内或附近),原因包括未焊透、未熔合、夹渣、焊道下裂纹或收缩裂纹、疲劳裂纹等。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
成因与识别:
· 工厂焊(如闪光焊)通过剪切去除多余焊料,表面较平整
· 现场焊(如铝热焊)则在轨腰和轨底处留有较多焊瘤
· 两种焊缝均可能因轨腰区域的异常(如剪切划痕、氧化物夹杂、加热不当)而沿斜向断裂
· 缺陷可能位于轨头、轨腰或轨底
· 有时裂纹会从缺陷处向两端钢轨发展
· 若焊缝缺陷纵向贯穿焊缝,则归类为轨腰劈裂
2. 铝热焊缺陷 (Thermite Weld Defect)



特征描述:
铝热焊是一种铸造工艺,通过铝热反应产生的高温钢水将两段钢轨浇筑连接。
成因与识别:
· 缺陷常表现为夹渣、气孔、未熔合等
· 可能源于轨端准备不当、预热不足、模具泄漏或化学反应不充分
· 与闪光焊相比,铝热焊对缺陷更敏感,因为它是铸造过程而非锻造过程
3. 气压焊缺陷 (Gas Pressure Weld Defect)
特征描述:
气压焊是一种固相焊接技术,通过氧气-乙炔火焰加热轨端至约1315°C,然后施加高压使轨端结合。
成因与识别:
· 缺陷可能源于氧化物夹杂、未熔合或应力集中
· 轨端清洁度、对中精度和加热均匀性对焊缝质量至关重要
· 常见问题包括加热不均、压力不足或加热时间不当
六、与焊线连接相关的伤损
1. 焊线连接点引发的横向缺陷


特征描述:
焊接的导线连接点(用于牵引回流或信号电路)可能成为横向缺陷的起源点,裂纹从轨头或轨腰上的焊点开始发展并扩展。
成因与识别:
· 可能是焊接时快速或不均匀冷却产生的热裂纹所致
· 也可能是焊点和母材之间形成的马氏体层引发
· 2003年加拿大国家铁路公司脱轨事故调查发现,接头夹板外的轨头焊点是导致疲劳裂纹的原因之一
· FRA为此专门增加了缺陷代码0113B
七、螺栓孔裂纹

特征描述:
螺栓孔裂纹是指起源于螺栓孔,穿过轨腰并向轨头或轨底方向倾斜发展的裂纹。充分发展的裂纹可能沿轨头或轨底下颚水平延伸,甚至贯穿轨头或轨底,导致轨端崩落。
成因与识别:
· 通常与翻浆冒泥或接头松动引起的异常应力有关
· 钻孔不当(如未倒角留下毛刺)导致应力集中
· 夹板过度磨损
· 车轮对轨端的异常冲击
· 裂纹发展速度不稳定,有时很小的裂纹在极端应力下也可能导致钢轨突然断裂
· 一个轨端出现多个螺栓孔裂纹,按最长的一个确定补救措施
· 尺寸分级:
· 0.5英寸但≤1英寸:限速50 mph,90天内复检
· 1英寸但≤1.5英寸:限速50 mph,30天内复检
· 1.5英寸:限速30 mph或更低
八、其他表面伤损
1. 钢轨压陷 (Flattened Rail)

征描述:
钢轨压陷是指不在接头处的一段钢轨,轨头宽度范围内出现压扁下陷,深度达9.5毫米以上,长度达203毫米以上。
成因与识别:
· 与周期性出现的波浪磨耗不同,凹陷没有规律性
· 也非焊缝或牵引烧伤等局部原因引起
· 其长度相对较短,不同于曲线上内轨的金属流动现象
· 本身不直接导致钢轨结构性失效,但在高速区可能引起不良车辆动力响应
2. 轨头压溃 (Crushed Head)
特征描述:
轨头压塌是指不在接头处的一段钢轨,轨头宽度范围内出现”下垂”或”塌陷”,深度达9.5毫米以上,长度达203毫米以上。
成因与识别:
· 与仅发生在轨顶面的”凹陷钢轨”不同,压塌的”下垂”现象在轨头下颚处也清晰可见
· 由重复轮载的机械作用引起
· 已作为单独的缺陷类型加入FRA 213.113(b)的定义部分
九、轨头表面疲劳伤损
1. 剥离 (Shells)

特征描述:
剥离是一种渐进式水平分离,通常出现在轨头轨距侧,可能在任何高度破出,通常在上轨距角处。剥离可能向下转折形成横向分离,一旦检测到,即归为细节裂纹。
成因与识别:
· 源于轮轨接触疲劳
· 未处理或已破口的剥离会导致母材金属脱落
· 严重影响超声波检测的准确性
2. 鱼鳞状掉块 (Flaking)
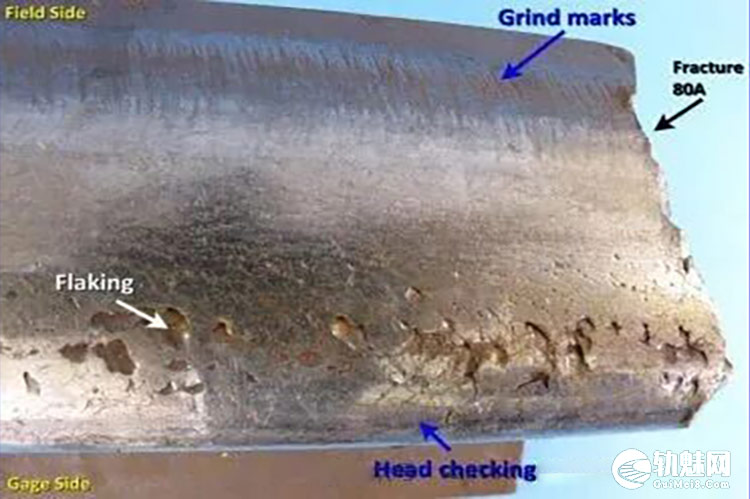
特征描述:
鱼鳞状掉块起源于钢轨表面,常见于道岔的基本轨区域,此处集中荷载使钢材产生冷作硬化。表现为轨头表面的水平分离,有小块母材金属剥落或崩碎。
3. 钢轨烧伤 (wheel burn)

特征描述:
钢轨烧伤是机车主动轮空转摩擦导致的轨头表面状态。受损区域在重复交通下逐渐崩碎和粗糙化。
成因与识别:
· 轮对空转产生高温,快速冷却形成热裂纹
· 这些热裂纹可能发展成为横向缺陷
· 当表面金属位移达到临界程度时,将阻碍内部缺陷的检测
4. 鱼鳞状裂纹 (Head Checking)

特征描述:
鱼鳞状裂纹是指轨头轨距侧的轻微金属分离,常见于曲线外轨。也常见于道岔区域,由车轮通过时的横向力引起。
成因与识别:
· 冷作硬化导致表面金属疲劳
· 裂纹可能向下转折发展为横向分离
· 可通过预防性打磨控制
5. 轨面剥落 (Spall)

特征描述:
轨头压溃/剥离通常指由循环荷载引起的高接触应力导致力超过材料屈服强度
· 与塑性流动密切相关
· 在曲线地段尤为常见
结语
准确识别钢轨伤损是铁路维护工作的基础。了解每种伤损的典型特征、发展过程和根本原因,有助于维护人员做出正确的判断,采取及时、有效的修复或更换措施,从而最大限度地保障铁路运输的安全与效率。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
FRA将伤损分为横向缺陷、纵向缺陷、焊缝缺陷等类别,并根据伤损类型、尺寸和发展阶段规定了不同的补救措施(如限速、安装夹板、复检周期等)。维护人员应熟悉这些分类和要求,确保轨道始终处于安全状态。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
随着重载运输的发展,滚动接触疲劳等表面伤损日益突出,对无损检测提出了更高要求。通过预防性打磨、润滑和轨道维护,可以有效延长钢轨寿命,延缓伤损发展,保障铁路运输安全。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹
文章来源:
本文内容基于美国联邦铁路管理局(FRA)发布的 《Track Inspector Rail Defect Reference Manual》(2015年7月修订版),由微信公众号RailTechnology-检测运维技术编译整理。󠅅󠅃󠄵󠅂󠄪󠇖󠆨󠆨󠇕󠆞󠆒󠅬󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹


